 ఒక మెటల్ టైల్ వేయడానికి ఎలా గురించి - వీడియో ఇప్పటికే తగినంతగా చిత్రీకరించబడింది. అయితే, కొన్ని వీడియోలు ఈ అంశం యొక్క పూర్తి బహిర్గతం గురించి ప్రగల్భాలు పలుకుతాయి. మా వ్యాసంలో, ఈ రూఫింగ్ పదార్థాన్ని వేయడంతో సంబంధం ఉన్న అన్ని సూక్ష్మ నైపుణ్యాల గురించి పాఠకుడికి చెప్పడం ద్వారా మేము ఈ ఖాళీని పూరించడానికి ప్రయత్నిస్తాము.
ఒక మెటల్ టైల్ వేయడానికి ఎలా గురించి - వీడియో ఇప్పటికే తగినంతగా చిత్రీకరించబడింది. అయితే, కొన్ని వీడియోలు ఈ అంశం యొక్క పూర్తి బహిర్గతం గురించి ప్రగల్భాలు పలుకుతాయి. మా వ్యాసంలో, ఈ రూఫింగ్ పదార్థాన్ని వేయడంతో సంబంధం ఉన్న అన్ని సూక్ష్మ నైపుణ్యాల గురించి పాఠకుడికి చెప్పడం ద్వారా మేము ఈ ఖాళీని పూరించడానికి ప్రయత్నిస్తాము.
మెటల్ టైల్స్ ఫిక్సింగ్ కోసం నియమాలు
ప్రారంభించడానికి, కింది నియమాల రూపంలో మెటల్ టైల్స్ బిగించే సాధారణ భావనను పరిగణించండి:
- వేవ్ యొక్క విక్షేపంలో క్రాట్తో సంబంధం ఉన్న ప్రదేశాలలో పదార్థం యొక్క షీట్ స్థిరంగా ఉంటుంది;
- క్రేట్ యొక్క మొదటి బార్కు, దిగువ వరుస యొక్క షీట్లు స్టెప్ పైన వేవ్ ద్వారా జతచేయబడతాయి;
- ఇతర బార్లకు - దిగువ నుండి దశకు వీలైనంత దగ్గరగా;
- ముగింపు బోర్డు వైపు నుండి, షీట్లు ప్రతి వేవ్లో బిగించబడతాయి;
- ప్రతి షీట్ క్రాట్ యొక్క అన్ని బార్లకు ఆకర్షింపబడుతుంది;
- నిలువు అతివ్యాప్తిని పరిష్కరించడానికి అతివ్యాప్తి ప్రదేశాలలో, షీట్లను చిన్న (19 సెం.మీ.) ద్వారా ఒకదానితో ఒకటి కట్టివేస్తారు. మెటల్ టైల్స్ కోసం స్వీయ-ట్యాపింగ్ స్క్రూలు అల పతనం లో.
సలహా! మెటల్ షీట్లను నిల్వ చేసినప్పుడు, వాటిని చెక్క పలకలతో వేయడానికి సిఫార్సు చేయబడింది. షీట్లను ఒకదానికొకటి బదిలీ చేయండి, రక్షిత చేతి తొడుగులు ధరించండి మరియు పొడవుతో పాటు వాటి అంచులను పట్టుకోండి.
స్వీయ-ట్యాపింగ్ స్క్రూలను ఇన్స్టాల్ చేయడానికి నియమాలు
స్వీయ-ట్యాపింగ్ స్క్రూలు పూర్తిగా సీల్ రబ్బరు పట్టీని నొక్కకుండా, మెటల్ టైల్స్ యొక్క షీట్లలోకి గట్టిగా స్క్రూ చేయబడతాయి.
పైకప్పు వాలు చుట్టుకొలతతో పాటు, ప్రతి వేవ్ యొక్క విక్షేపణలలో ఫాస్టెనర్లు వ్యవస్థాపించబడతాయి. అప్పుడు చెకర్బోర్డ్ నమూనాలో స్వీయ-ట్యాపింగ్ స్క్రూల అమరికతో క్రాట్ యొక్క ప్రతి బార్కు బందును నిర్వహిస్తారు.
మరలు వేవ్ యొక్క దశకు వీలైనంత దగ్గరగా ఉన్నప్పుడు, అవి నీడలో ఉన్నందున అవి గుర్తించబడవు. వారు ఒక కోణంలో మెటల్ షీట్ల అతివ్యాప్తిలో స్క్రూ చేయబడతారు, ఇది ఒకదానికొకటి షీట్లను బాగా లాగడం అందిస్తుంది.
సగటున, పైకప్పును ఫిక్సింగ్ చేసేటప్పుడు స్వీయ-ట్యాపింగ్ స్క్రూల వినియోగం 6-8 యూనిట్లు. ప్రతి చ.మీ. మరియు 3 యూనిట్లు. ప్రతి వైపు లీనియర్ మీటర్ ఉపకరణాలు.
ప్రత్యేక రబ్బరు బ్యాండ్ లేదా నాన్-గాల్వనైజ్డ్ స్వీయ-ట్యాపింగ్ స్క్రూలతో కూడిన వాషర్ లేకుండా స్వీయ-ట్యాపింగ్ స్క్రూలను ఉపయోగించడం పైకప్పు కింద తేమ చొచ్చుకుపోవడానికి, మెటల్ టైల్స్ తుప్పు పట్టడానికి మరియు ఫాస్ట్నెర్ల బలం తగ్గడానికి దారితీస్తుంది.
స్వీయ-ట్యాపింగ్ స్క్రూలను తప్పుగా కట్టుకోవడం ఫాస్టెనర్లను వదులుకోవడం, రూఫింగ్ షీట్లను ఒకదానికొకటి వదులుగా అమర్చడం మరియు గుర్తించదగిన సీమ్ కనిపించడానికి దారితీస్తుంది
యాక్సెసరీలు అన్ని విలోమ తరంగాలలో 35 మిమీ మెట్టుతో లేదా ఒక వేవ్ ద్వారా ఎగువ శిఖరానికి రేఖాంశంలో అమర్చబడి ఉంటాయి.
సలహా! స్వీయ-ట్యాపింగ్ స్క్రూలలో స్క్రూ చేయడం కోసం, తక్కువ వేగం మోడ్తో స్క్రూడ్రైవర్ లేదా డ్రిల్ను ఉపయోగించడం చాలా సౌకర్యవంతంగా ఉంటుంది.
రూఫింగ్ షీట్లతో పనిచేయడానికి నియమాలు
పలకల షీట్లను కత్తిరించేటప్పుడు, మెటల్ కోసం బ్లేడుతో ఎలక్ట్రిక్ జా, హ్యాక్సా లేదా మెటల్ షియర్స్ (ఎలక్ట్రిక్ లేదా మాన్యువల్) ఉపయోగించబడుతుంది.
రాపిడి చక్రం రూపంలో నాజిల్తో యాంగిల్ గ్రైండర్ను ఉపయోగించడం నిషేధించబడింది - మెటల్ చిప్ల పూతకు దహనం చేయడం మరియు అంటుకోవడం వల్ల పూత దాని యాంటీ-తుప్పు లక్షణాలను కోల్పోతుంది.
పాలిమర్ పూతతో ప్రొఫైల్డ్ షీట్లను కత్తిరించే ప్రక్రియలో యాంగిల్ గ్రైండర్ ఉపయోగించడం కట్ పాయింట్ వద్ద గాల్వనైజ్డ్ పొరను కాల్చడానికి దారితీస్తుంది, ఇది తుప్పు రేటును పెంచుతుంది మరియు పాలిమర్ పూతను ఎక్స్ఫోలియేట్ చేస్తుంది.
మెటల్ టైల్స్ షీట్లను కత్తిరించే ప్రక్రియలో, పాలిమర్ పూత యొక్క కోతలు, నష్టం మరియు స్కఫ్లను లేతరంగు చేయడానికి పెయింట్ స్ప్రే డబ్బాలు అవసరం.
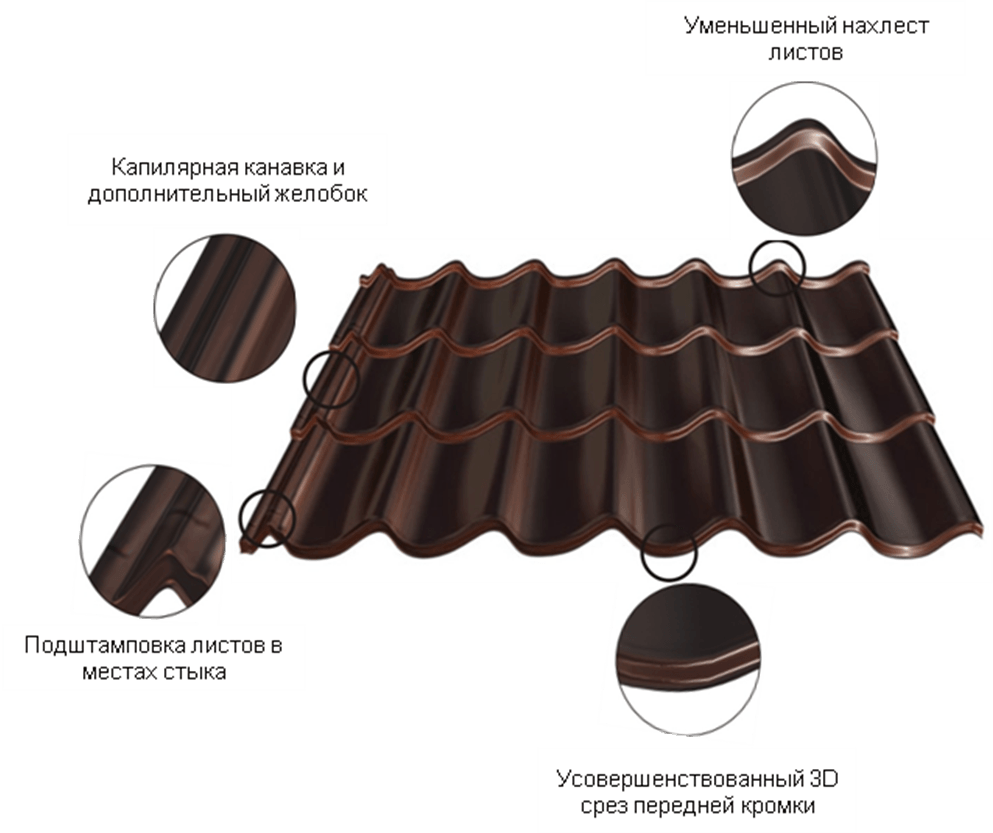
కూడళ్ల వద్ద మెటల్ టైల్స్ యొక్క సంస్థాపన వర్షం సమయంలో షీట్ల మధ్య, ఒక కేశనాళిక ప్రభావం సంభవించవచ్చు - తేమ గుండా వెళుతుంది, ఒకదానికొకటి గట్టిగా నొక్కిన షీట్ల మధ్య కాలువ స్థాయి కంటే పెరుగుతుంది.
అటువంటి ప్రభావం సంభవించకుండా ఉండటానికి, మెటల్ టైల్ యొక్క ప్రతి షీట్లో ఒక కేశనాళిక గాడి తయారు చేయబడుతుంది, ఇది షీట్ కింద చొచ్చుకుపోయిన నీటి ఉచిత ప్రవాహాన్ని నిర్ధారిస్తుంది.
మెటల్ టైల్స్ ఒకే మరియు డబుల్ గాడితో ఉత్పత్తి చేయబడతాయి, ఇవి ఎడమ మరియు కుడి వైపులా ఉన్నాయి. షీట్ల యొక్క కేశనాళిక పొడవైన కమ్మీలు తదుపరి షీట్లతో కప్పబడి ఉంటాయి.
రూఫింగ్ షీట్ల సంస్థాపనను నిర్వహించడం

మెటల్ టైల్ సరిగ్గా ఎలా వేయాలో పరిశీలించండి:
- షీట్లను వ్యవస్థాపించేటప్పుడు, ప్రత్యేకించి వాటిని బహుళ వరుసలలో వేసేటప్పుడు, 0.4-0.5 mm మందపాటి 4 x షీట్లు కలుపుతారు. అవి ఒకదానికొకటి ఒక వరుసలో సూపర్మోస్ చేయబడినప్పుడు, షీట్లు పెరుగుతున్న స్థానభ్రంశం (10m కార్నిస్లో - 3 సెం.మీ వరకు) పొందుతాయి. ఈ కారణంగా, కొంచెం అపసవ్య భ్రమణంతో (క్యాపిల్లరీ గాడి కుడి వైపున ఉన్నట్లయితే సవ్యదిశలో) పదార్థాన్ని వేయడం ఉత్తమం. అంతేకాకుండా, ఒక వరుసలో పైకప్పు షీట్ల యొక్క కుడి (లేదా ఎడమ) మూలలు ఒక సరళ రేఖలో ఉండేలా కృషి చేయడం అవసరం. భ్రమణ సమయంలో టైల్ షీట్ యొక్క స్థానభ్రంశం యొక్క విలువ 2 మిమీ.
- షీట్లు ఎడమ మరియు కుడి వైపున ఉన్న దిశలో మొదటి షీట్ వేయడం చివరిలో వేయబడతాయి. ఒక దిశను ఎంచుకోవడంలో ప్రధాన ప్రమాణం సంస్థాపన యొక్క సౌలభ్యం. నియమం ప్రకారం, ఇది కట్లు, బెవెల్లు లేని వైపు నుండి మొదలవుతుంది, షీట్ను కత్తిరించే అవసరాన్ని అందిస్తుంది మరియు మరొక వాలుతో (వాలుల మధ్య లోయ లేదా వాలుగా ఉన్న శిఖరానికి) జంక్షన్ వైపు నిర్వహిస్తారు.
- షీట్ స్లిప్పింగ్తో సమీకరించేటప్పుడు, కేశనాళిక గాడిని మూసివేయడానికి, తదుపరి షీట్ యొక్క అంచు ముందుగా ఇన్స్టాల్ చేయబడిన వేవ్ కింద ఉంచబడుతుంది. ఇది ఇన్స్టాలేషన్ను కొద్దిగా సులభతరం చేస్తుంది, ఎందుకంటే షీట్ మరొక మెటల్ షీట్ ద్వారా పరిష్కరించబడుతుంది, అయితే రెండోది జారిపోకుండా చేస్తుంది. కానీ ఈ ఇన్స్టాలేషన్ ఎంపిక పూతకు నష్టం కలిగించే అధిక సంభావ్యతను వాగ్దానం చేస్తుంది.
- వాలు జ్యామితి యొక్క సంక్లిష్టతతో సంబంధం లేకుండా, టైల్ షీట్లు ఈవ్స్ లైన్ వెంట ఖచ్చితంగా సమాంతర స్థానంలో మరియు టైల్ తయారీదారుచే సిఫార్సు చేయబడిన ఓవర్హాంగ్తో సమలేఖనం చేయబడతాయి.ప్రతి రకానికి సాధారణ నియమం క్రింది విధంగా ఉంటుంది: షీట్లు 2 నుండి 4 షీట్ల బ్లాక్లో సమావేశమై, వాటిని చిన్న స్వీయ-ట్యాపింగ్ స్క్రూలతో ఒకదానికొకటి బిగించి, క్రాట్కు ఒక సెల్ఫ్-ట్యాపింగ్ స్క్రూతో వీలైనంత ఎక్కువగా బిగించబడతాయి. అందువల్ల, ఈ స్వీయ-ట్యాపింగ్ స్క్రూకు సంబంధించి మొత్తం బ్లాక్ను తిప్పడం మరియు సైడ్ అంచు మరియు వాలు యొక్క చూరు వెంట షీట్లను సమలేఖనం చేయడం సాధ్యమవుతుంది.
- అనేక వరుసలలో టైల్ షీట్లను ఇన్స్టాల్ చేసేటప్పుడు, మొదటి షీట్ కుడి నుండి ఎడమకు వేయబడుతుంది, దానిని చివర మరియు కార్నిస్తో సమలేఖనం చేస్తుంది, ఆపై రెండవ షీట్ మొదటిదానిపై ఉంచబడుతుంది, తాత్కాలికంగా ఒక స్వీయ-ట్యాపింగ్ స్క్రూతో రిడ్జ్కు జోడించబడుతుంది. షీట్ మధ్యలో, రెండు షీట్లు సమలేఖనం చేయబడతాయి మరియు స్వీయ-ట్యాపింగ్ స్క్రూలతో కలిసి ఉంటాయి. దిగువ మరియు ఎగువ షీట్ల ఉమ్మడి వేవ్ ద్వారా స్క్రూలతో వేవ్ యొక్క పైభాగానికి స్థిరంగా ఉంటుంది.
మూడవ షీట్ మొదటి షీట్ యొక్క ఎడమ వైపున వేయబడి, ఒకదానితో ఒకటి కట్టివేయబడుతుంది, ఆ తర్వాత నాల్గవ షీట్ మూడవ షీట్ పైన ఉంచబడుతుంది మరియు క్రేట్కు ఫిక్సింగ్ చేయకుండా అతివ్యాప్తి యొక్క ఎగువ భాగంలో కనెక్ట్ చేయబడింది, దీనికి సంబంధించి ఉమ్మడి భ్రమణ అవకాశం ఉంది. స్వీయ-ట్యాపింగ్ స్క్రూ, ఇది పైకప్పు శిఖరం వద్ద 2వ షీట్ను కలిగి ఉంటుంది.
అప్పుడు బ్లాక్ ముగింపు మరియు కార్నిస్ వెంట సమలేఖనం చేయబడింది, షీట్లు చివరకు క్రాట్కు స్థిరంగా ఉంటాయి. మొదటి బ్లాక్ యొక్క ఫ్లోరింగ్ పూర్తయిన తర్వాత, 4 షీట్లను కలిగి ఉంటుంది, లే అవుట్ చేసి, దానికి తదుపరి బ్లాక్ను అటాచ్ చేయండి.
ఒక త్రిభుజాకార ఆకారం యొక్క వాలుపై ఒక మెటల్ టైల్ యొక్క సంస్థాపన
కింది క్రమంలో విధానాన్ని జరుపుము:
- సంస్థాపన ప్రారంభించే ముందు, వాలు మధ్యలో గుర్తించండి మరియు దాని వెంట ఒక అక్షాన్ని గీయండి. తరువాత, ఇదే అక్షం టైల్ షీట్లో గుర్తించబడింది మరియు షీట్ మరియు వాలు యొక్క అక్షాలు కలుపుతారు. రిడ్జ్లో స్వీయ-ట్యాపింగ్ స్క్రూతో షీట్ను పరిష్కరించండి. దాని రెండు వైపులా, పైన వివరించిన సూత్రం ప్రకారం వేయడం కొనసాగుతుంది.
- పైకప్పు యొక్క త్రిభుజాకార వాలులలో, దాని ఏటవాలు గట్లు మరియు లోయలలో, కట్టింగ్ షీట్లు అవసరం.షీట్ల యొక్క మరింత సౌకర్యవంతమైన మార్కింగ్ కోసం, ఒక ప్రత్యేక "డెవిల్" నిర్మించబడింది: అవి 4 బోర్డులను తీసుకుంటాయి, వాటిలో 2 సమాంతరంగా వేయబడతాయి, ఆపై వాటిని మిగిలిన బోర్డులతో కట్టుకోండి. బందు అనేది ఉచ్చారణ ద్వారా అందించబడుతుంది, దృఢమైనది కాదు. రూఫింగ్ షీట్ యొక్క పని వెడల్పుకు సమానమైన దూరం కుడి "డెవిల్" బోర్డు యొక్క బయటి వైపు మరియు ఎడమవైపు లోపలి వైపు మధ్య అందించబడుతుంది.
- ఒక సాధనంతో పని చేస్తున్నప్పుడు, కటింగ్ కోసం సిద్ధం చేసిన షీట్ ఇప్పటికే వేయబడిన వాటిపై ఉంచబడుతుంది. "చార్టోక్" లోయలో లేదా పైకప్పు యొక్క శిఖరంపై ఒక వైపున ఉంచబడుతుంది, మరోవైపు కట్ లైన్ను వివరిస్తుంది. కట్టింగ్ లైన్ను గుర్తించేటప్పుడు, ఫిక్చర్ యొక్క విలోమ బోర్డులు ఖచ్చితంగా క్షితిజ సమాంతర స్థానంలో ఉంచబడతాయి.
- లోయలపై ఉంచిన షీట్లు అదే విధంగా గుర్తించబడతాయి. మొత్తం షీట్ వేయడం చివరిలో, ఒక షీట్ దాని పైన అమర్చబడి ఉంటుంది, అది కత్తిరించడం అవసరం. హింగ్డ్ బోర్డులను తిప్పడం ద్వారా "చార్టోక్" ఇన్స్టాల్ చేయబడింది. నిలువు బోర్డు యొక్క లోపలి వైపు లోయలో ఉంచబడుతుంది, అయితే విలోమ బోర్డులు అడ్డంగా ఇన్స్టాల్ చేయబడతాయి.
స్థిరపరచని షీట్లో పేర్కొన్న షరతులను అందించిన తర్వాత, మార్కింగ్ లైన్ డ్రా అవుతుంది. ఇది లోయపై పడుకున్నప్పుడు, రెండవ నిలువుగా నిలబడి ఉన్న బోర్డు యొక్క వెలుపలి వైపున వర్తించబడుతుంది. షీట్ తీసివేయబడుతుంది, మార్కప్ ప్రకారం కత్తిరించబడుతుంది మరియు జోడించిన షీట్ పక్కన ఉంచబడుతుంది. మెటల్ టైల్స్ యొక్క తదుపరి షీట్ల సంస్థాపన ఇదే విధంగా నిర్వహించబడుతుంది.
నిష్క్రమణలు మరియు డోర్మర్ విండోల ద్వారా పరికరం
పైకప్పులోని నిష్క్రమణల పరికరం ప్రత్యేక పాసేజ్ మూలకాల సహాయంతో నిర్వహించబడుతుంది, ఇది గద్యాలై బిగుతును నిర్ధారిస్తుంది. అటువంటి మూలకాల యొక్క సంస్థాపన వాటికి జోడించిన సూచనల ప్రకారం నిర్వహించబడుతుంది.
ఆవిరి, వేడి మరియు వాటర్ఫ్రూఫింగ్ యొక్క పొరల గుండా వెళ్ళే ప్రదేశాలు అంటుకునే టేప్తో మూసివేయబడతాయి, అయితే మూలకాల మధ్య కీళ్ళు సిలికాన్ సీలెంట్తో నిండి ఉంటాయి. నియమం ప్రకారం, సీలెంట్ మరియు టేపులు ఫీడ్-త్రూ ఎలిమెంట్స్ డెలివరీలో చేర్చబడ్డాయి.
పొడుచుకు వచ్చిన డోర్మర్ విండోస్ యొక్క ప్రాసెసింగ్ వాలుల మధ్య కీళ్ల ప్రాసెసింగ్తో సారూప్యత ద్వారా నిర్వహించబడుతుంది. మొదట, దిగువ లోయలు వేయబడతాయి, పలకల తర్వాత, ఆపై ఎగువ లోయలు.
డోర్మర్ విండో యొక్క వాలుపై మెటల్-టైల్ షీట్లు మరియు ఎగువ లోయ మధ్య తేమ సీపేజ్ అవకాశం ఉన్నందున, సార్వత్రిక లేదా పోరస్ స్వీయ-విస్తరించే సీలెంట్ తప్పనిసరిగా అసెంబ్లీలో ఉంచబడుతుంది.
దిగువ లోయలు డ్రైనేజీని అందించడానికి గేబుల్ లైన్ నుండి కొద్దిగా దారి తీస్తాయి. ఎగువ లోయలు కత్తిరింపుకు లోబడి ఉంటాయి.
కాబట్టి, మేము వివిధ ఆకృతుల రూఫింగ్ వాలులపై మెటల్ టైల్స్ వేయడానికి నియమాలను పరిగణించాము, కాబట్టి ఇప్పుడు ఒక మెటల్ టైల్ను కొనుగోలు చేసినట్లు మేము ఆశిస్తున్నాము - దానిని ఎలా వేయాలి, మీకు పూర్తి ఆలోచన ఉంటుంది.
వ్యాసం మీకు సహాయం చేసిందా?