
మీరు ముడతలు పెట్టిన బోర్డు నుండి పైకప్పును వేయాలనుకుంటున్నారా, కానీ సరిగ్గా వర్క్ఫ్లో ఎలా నిర్వహించాలో తెలియదా? నేను నా పని అనుభవాన్ని పంచుకుంటాను. నా సిఫార్సులను అనుసరించి, మీరు మీ స్వంత చేతులతో నమ్మదగిన పైకప్పును తయారు చేస్తారు మరియు అదే సమయంలో నిపుణుల సేవలకు చెల్లించడంలో ఆదా చేస్తారు.

పని యొక్క దశలు
సరళత కోసం, ప్రక్రియ అనేక దశలుగా విభజించబడింది:
- పదార్థాలు మరియు సాధనాల కొనుగోలు;
- డ్రిప్ మౌంట్;
- వాటర్ఫ్రూఫింగ్ ఫ్లోరింగ్;
- బ్యాటెన్లు మరియు కౌంటర్ బాటెన్లను వేయడం;
- ప్రొఫైల్డ్ షీట్ సంస్థాపన.
మెటీరియల్స్ మరియు టూల్స్
పదార్థాల నుండి మీకు ఈ క్రిందివి అవసరం:
| ఇలస్ట్రేషన్ | మెటీరియల్ వివరణ |
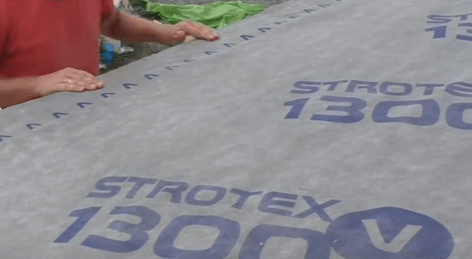
 | డెక్కింగ్. వేవ్ యొక్క ఎత్తు ప్రకారం రూఫింగ్ పదార్థం ఎంపిక చేయబడుతుంది, ఇది 8 నుండి 30 మిమీ వరకు ఉండాలి, ఇది పైకప్పుకు ఉత్తమ ఎంపిక. ముడతలు పెట్టిన బోర్డు యొక్క షీట్లు వేర్వేరు రంగులలో పెయింట్ చేయబడతాయి, ప్రత్యేక పాలిమర్ పూత తుప్పు నుండి పదార్థాన్ని రక్షిస్తుంది. ప్రొఫైల్డ్ షీట్ ఖర్చు చదరపు మీటరుకు 200 నుండి 300 రూబిళ్లు, చౌకైన ఉత్పత్తులు నాణ్యత లేనివి. |
 | రూఫింగ్ పొర. అదనపు వాటర్ఫ్రూఫింగ్ పొరను సృష్టించడం అవసరం, ఇది బయటి నుండి నీటిని అనుమతించదు, కానీ లోపల నుండి ఆవిరిని విడుదల చేస్తుంది.
పదార్థాన్ని కొనుగోలు చేసేటప్పుడు, కీళ్ల వద్ద అతివ్యాప్తులను పరిగణనలోకి తీసుకోండి, అవి కనీసం 100 మిమీ ఉండాలి, మరియు చిన్న వాలులలో - 200 మిమీ లేదా అంతకంటే ఎక్కువ. |
 | డ్రాపర్. ఇది ఓవర్హాంగ్ అంచున వేయబడుతుంది మరియు తెప్పల చివరలను తేమ నుండి రక్షిస్తుంది. మూలకాలు పాలిమర్-పూతతో కూడిన షీట్ మెటల్తో తయారు చేయబడ్డాయి మరియు అదే విధంగా ఉండాలి రంగు, ఇది ముడతలుగల బోర్డు. |
 | రిడ్జ్ మరియు విండ్ బార్. స్కేట్లు వాలుల జంక్షన్ వద్ద ఉంచబడతాయి మరియు గాలి పలకలు గేబుల్ ఓవర్హాంగ్ల చివర్లలో ఉంటాయి. వారు రెడీమేడ్ విక్రయించబడతారు, ప్రధాన విషయం సరైన నీడను ఎంచుకోవడం.
|
 | అంచుగల బోర్డు 25 మిమీ. ఇది ఒక ప్రొఫెషనల్ ఫ్లోరింగ్ యొక్క బందు కోసం ఒక లాథింగ్ యొక్క పరికరం కోసం ఉపయోగించబడుతుంది. అలాగే, పదార్థం ఈవ్స్ మరియు గేబుల్ ఓవర్హాంగ్లను దాఖలు చేయడానికి ఉపయోగించబడుతుంది. పదార్థం కోసం ప్రత్యేక అవసరాలు లేవు, ప్రధాన విషయం ఏమిటంటే బోర్డు పొడిగా ఉంటుంది. |
 | బార్ 40x50 mm. ఇది కౌంటర్-లాటిస్ను మౌంట్ చేయడానికి ఉపయోగించబడుతుంది. 15% కంటే ఎక్కువ తేమ లేని కోనిఫర్ల నుండి చవకైన ఎంపికలను ఎంచుకోండి. |
 | ఫాస్టెనర్లు. ముడతలుగల బోర్డు ప్రత్యేక స్వీయ-ట్యాపింగ్ స్క్రూలతో కట్టివేయబడి, పదార్థం యొక్క రంగులో పెయింట్ చేయబడుతుంది మరియు రబ్బరు రబ్బరు పట్టీతో ప్రత్యేక ఉతికే యంత్రాన్ని కలిగి ఉంటుంది. రూఫింగ్ ఫాస్టెనర్లతో పాటు, బ్యాటెన్లు మరియు కౌంటర్ బాటెన్లను కట్టుకోవడానికి స్వీయ-ట్యాపింగ్ స్క్రూలు అవసరం, వాటి పొడవు స్థిర మూలకం యొక్క మందం కంటే కనీసం రెండు రెట్లు ఉండాలి. నెయిల్స్ కూడా ఉపయోగించబడతాయి, సాధారణ వెర్షన్ 80-90 మిమీ పొడవు మరియు గాల్వనైజ్డ్ ఎలిమెంట్స్ 25 మిమీ పొడవు. |
 | పొర కోసం ప్రత్యేక టేప్. చేరిన కాన్వాసులను కలిసి కట్టడానికి, బలమైన ద్విపార్శ్వ టేప్ ఉపయోగించబడుతుంది. |
ముడతలుగల పైకప్పు క్రింది సాధనాన్ని ఉపయోగించి తయారు చేయబడింది:
- హ్యాక్సా లేదా వృత్తాకార రంపపు. ఇది బార్ మరియు బోర్డును కత్తిరించడానికి ఉపయోగించబడుతుంది. మీరు చేతిలో జా ఉంటే, మీరు దానిని ఉపయోగించవచ్చు;

- స్క్రూడ్రైవర్. బిగించడం మరలు కోసం అవసరం. ప్రామాణిక ఫాస్ట్నెర్ల కోసం, నాజిల్ PH లేదా PZ అవసరం, మరియు రూఫింగ్ మూలకాల కోసం, M8 యొక్క ప్రత్యేక వెర్షన్ ఉపయోగించబడుతుంది. అవసరమైన అన్ని పరికరాలను కొనుగోలు చేయాలని నిర్ధారించుకోండి;

- సుత్తి. డ్రైవింగ్ గోర్లు కోసం, ఉత్తమ ఎంపిక 500-600 గ్రాముల బరువు;
- టేప్ కొలత మరియు పెన్సిల్. కొలతలను సరళీకృతం చేయడానికి మరియు ఆదర్శ కోణాలను గుర్తించడానికి, నిర్మాణ చతురస్రాన్ని అదనంగా కొనుగోలు చేయమని నేను మీకు సలహా ఇస్తున్నాను;

- స్థాయి లేదా రైలు. కావలసిన లైన్ వెంట వాటిని కత్తిరించేటప్పుడు ఓవర్హాంగ్లను గుర్తించడానికి ఇది ఉపయోగించబడుతుంది.
- నిర్మాణ స్టెప్లర్. తెప్పలకు రూఫింగ్ మెమ్బ్రేన్ యొక్క శీఘ్ర మరియు అధిక-నాణ్యత బందు కోసం అవసరం. 6-8 mm పొడవు స్టేపుల్స్ కొనుగోలు చేయడం మర్చిపోవద్దు;
- మెటల్ కత్తెర. మీరు ప్రొఫైల్డ్ షీట్ను కత్తిరించాల్సిన అవసరం ఉంటే, అప్పుడు మీరు ప్రత్యేక కత్తెర లేకుండా చేయలేరు. 10 మిమీ వరకు వేవ్ ఎత్తు ఉన్న ఉత్పత్తుల కోసం, మీరు చేతి పరికరాలను కూడా ఉపయోగించవచ్చు. 10 నుండి 30 మిమీ వరకు తరంగాల కోసం, ఎలక్ట్రిక్ కత్తెరను ఉపయోగించడం మంచిది, వాటిని కొనుగోలు చేయడం అవసరం లేదు, ఒక సాధనాన్ని అద్దెకు తీసుకోవడం సులభం మరియు చౌకైనది.

డ్రిప్ మౌంట్
పైకప్పు సంస్థాపన యొక్క మొదటి దశ ఓవర్హాంగ్ యొక్క అంచున ఒక బిందువు యొక్క సంస్థాపన. పని సూచనలు ఇలా కనిపిస్తాయి:
| ఇలస్ట్రేషన్ | స్టేజ్ వివరణ |
 | తెప్పల అంచులు సమలేఖనం చేయబడ్డాయి. మీరు కలప యొక్క అన్ని చివరలను ముందుగా కత్తిరించాలి, తద్వారా చివరలు లైన్లో మరియు ఒకే కోణంలో ఉంటాయి. |
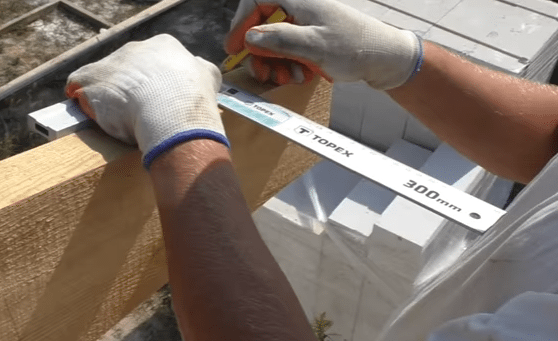 | కటింగ్ కోసం మార్కింగ్ జరుగుతుంది. మేము అంచు చుట్టూ 25 mm మందంతో బోర్డుని పరిష్కరించాలి. ఉపరితలంతో ఫ్లష్ చేయడానికి, మీరు తెప్పలలో కట్అవుట్ చేయాలి. సాధారణంగా, 120-150 mm వెడల్పు కలిగిన మూలకాలు ఉపయోగించబడతాయి. కటౌట్ 5-10 mm పెద్దదిగా ఉండాలి, తద్వారా బోర్డు సమస్యలు లేకుండా సరిపోతుంది. |
 | కటౌట్లు చేస్తారు. మీరు మార్కప్ సరిగ్గా చేస్తే, ఈ దశ త్వరగా దాటిపోతుంది. వృత్తాకార రంపంతో పని చేయడం ఉత్తమం, చేతితో చూసే అన్ని తెప్పలను కత్తిరించడం సులభమైన మరియు వేగవంతమైన పని కాదు. |
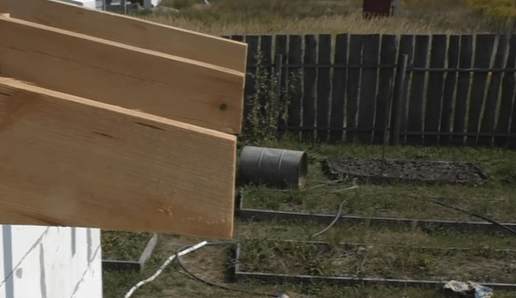
 | బోర్డులు పైకప్పుకు పెరుగుతాయి. అన్ని కట్అవుట్లు పూర్తయినప్పుడు, అవసరమైన పరిమాణంలో కొన్ని బోర్డులను తీయండి. మూలకాలు చేరినట్లయితే, వాటిని కత్తిరించండి, తద్వారా కనెక్షన్ పుంజం మీద వస్తుంది మరియు దానికి జోడించబడుతుంది. |
 | ఫ్రంటల్ బోర్డు మొదట బహిర్గతమవుతుంది. ఇది మొత్తం పొడవుతో సమలేఖనం చేయబడాలి మరియు ముగింపు తెప్పలో సగం వరకు వెళ్లేలా ఉంచాలి. |
 | ముందు బోర్డు స్థిరంగా ఉంది. దీని కోసం, 50-60 మిమీ పొడవు గల స్వీయ-ట్యాపింగ్ స్క్రూలు ఉపయోగించబడతాయి. ప్రతి పుంజంలోకి ఒక మూలకం స్క్రూ చేయబడింది. |
 | కటౌట్లో ఒక బోర్డు చొప్పించబడింది మరియు పరిష్కరించబడింది. మూలకం సిద్ధం చేసిన గూడలో ఉంది మరియు ఫ్రంటల్ బోర్డ్ లాగా, ప్రతి బీమ్లో ఒక స్వీయ-ట్యాపింగ్ స్క్రూతో పరిష్కరించబడుతుంది. |
 | బోర్డులు అదనంగా గోర్లుతో కట్టివేయబడతాయి. గరిష్ట బలం కోసం ప్రతి ఉమ్మడికి 2 గోర్లు నడపబడతాయి. |
 | పూర్తయిన నిర్మాణం ఇలా కనిపిస్తుంది.. ప్రతి తెప్పకు ఒక స్వీయ-ట్యాపింగ్ స్క్రూ మరియు రెండు గోర్లు ఉంటాయి. |
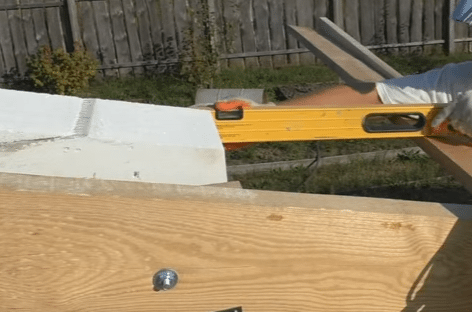 | బోర్డులపై స్థాయిని ఉపయోగించి, ఒక గోడ లైన్ డ్రా అవుతుంది. పైకప్పు యొక్క తొలగింపు యొక్క ఖచ్చితమైన మార్కింగ్ కోసం ఇది అవసరం. స్థాయికి బదులుగా, మీరు ఫ్లాట్ రైలును ఉపయోగించవచ్చు. |
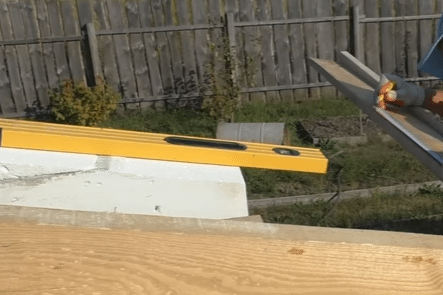 | పైకప్పు ఓవర్హాంగ్ యొక్క వెడల్పు గుర్తించబడిన లైన్ నుండి వేయబడుతుంది. మా సందర్భంలో, ఇది 50 సెం.మీ.. మార్కులు తయారు చేయబడతాయి, ఆపై రెండు బోర్డులపై పంక్తులు డ్రా చేయబడతాయి. |
 | బోర్డు యొక్క పొడుచుకు వచ్చిన భాగంలో కలిసి కట్టబడి ఉంటాయి. స్వీయ-ట్యాపింగ్ స్క్రూలు 20-25 సెం.మీ ఇంక్రిమెంట్లలో స్క్రూ చేయబడతాయి.ఇది కాండం దృఢత్వాన్ని ఇస్తుంది మరియు అదనపు ముక్కలను కత్తిరించడం సులభం చేస్తుంది. |
 | అదనపు ముక్కలు కత్తిరించబడతాయి. చాలా ముఖ్యమైన విషయం ఏమిటంటే, పనిని నిర్వహించేటప్పుడు జాగ్రత్తగా ఉండటం, మీరు స్థిరమైన నిర్మాణంపై నిలబడాలి మరియు సాధనాన్ని బోర్డుకి ఖచ్చితంగా లంబంగా పట్టుకోవాలి. |
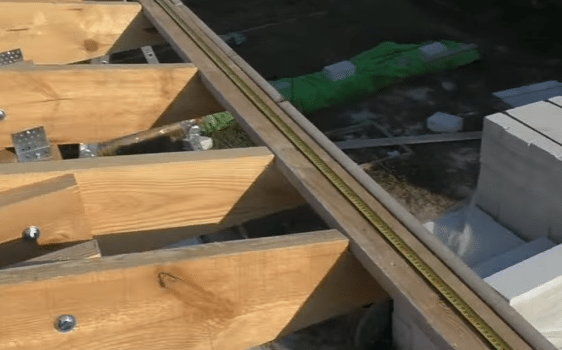 | ఓవర్హాంగ్ యొక్క ఖచ్చితమైన పొడవు కొలుస్తారు. ఇది ఎన్ని పలకలు వెళ్తాయి మరియు వాటిని ఎలా కత్తిరించాలో లెక్కించడానికి మిమ్మల్ని అనుమతిస్తుంది. డ్రాపర్ యొక్క ప్రామాణిక పొడవు 2 మీటర్లు, కీళ్లపై కనీసం 100 మిమీ అతివ్యాప్తి చేయబడుతుంది, దీని ఆధారంగా, లెక్కలు నిర్వహించబడతాయి. |
 | రక్షిత చిత్రం బిందు నుండి తొలగించబడుతుంది. ఆయిల్క్లాత్ను తొలగించకుండా ఎలిమెంట్లను ఎప్పుడూ కట్టుకోవద్దు, ఆపై దానిని గోరు తలల క్రింద నుండి చింపివేయడం చాలా కష్టం. సంస్థాపనకు ముందు వెంటనే రక్షణను తీసివేయడం చాలా సులభం. |
 | డ్రాపర్ ఓవర్హాంగ్పై ప్రయత్నిస్తున్నాడు. అవసరమైతే, మూలకం వంగి ఉంటుంది, తద్వారా ఇది ఫ్రంటల్ బోర్డ్కు వీలైనంత గట్టిగా సరిపోతుంది. ఇది చేయుటకు, బార్ తిరగబడి మొత్తం పొడవుతో శాంతముగా వంగి ఉంటుంది. |
 | డ్రాపర్ పరిష్కరించబడింది. పని కోసం, 25-30 మిమీ పొడవు గల గాల్వనైజ్డ్ గోర్లు ఉపయోగించబడతాయి.ఫాస్టెనర్లు 20-25 సెంటీమీటర్ల ఇంక్రిమెంట్లో ఉన్నాయి.
మూలకాల యొక్క కీళ్ల వద్ద, రెండు గోర్లు వ్రేలాడదీయబడతాయి, కీళ్లపై అతివ్యాప్తి 100 మిమీ లేదా అంతకంటే ఎక్కువ ఉండాలి. |
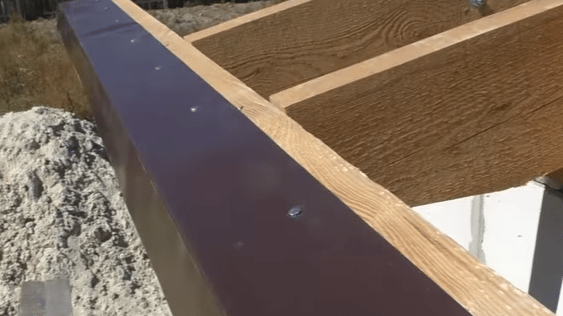 | పూర్తయిన ఫలితం ఇలా ఉంటుంది. బార్ మొత్తం పొడవుతో స్థిరంగా ఉంటుంది, పైభాగానికి మరియు ఫ్రంటల్ బోర్డుకి సున్నితంగా సరిపోతుంది. ఈ సమయంలో, ఈ దశ పూర్తయింది. |
వాటర్ఫ్రూఫింగ్ వేయడం

వాటర్ఫ్రూఫింగ్ ఇలా జతచేయబడింది:
| ఇలస్ట్రేషన్ | స్టేజ్ వివరణ |
 | సన్నాహాలు జరుగుతున్నాయి. మీరు అండర్-రూఫ్ స్థలాన్ని ఇన్సులేట్ చేయవలసి వస్తే, నిర్మాణం యొక్క అంచులను ముందుగానే వేరుచేయండి, అప్పుడు వాలు అంచు కింద ఎక్కడానికి కష్టంగా ఉంటుంది. కీళ్ల వద్ద ఖాళీలు ఉండని విధంగా పదార్థం సాధ్యమైనంత కఠినంగా వేయబడుతుంది. |
 | పొర అంచు వెంట వ్యాపిస్తుంది. పదార్థం డ్రాప్పర్ వెంట సమలేఖనం చేయబడింది, ఇది 2-3 సెంటీమీటర్ల అంచుకు చేరుకోకపోవచ్చు లేదా బెండ్తో ఫ్లష్గా పడుకోవచ్చు. పొర గోడ యొక్క రేఖ వెంట కత్తిరించబడుతుంది. కత్తెరతో పదార్థాన్ని కత్తిరించడం చాలా సౌకర్యవంతంగా ఉంటుంది, కానీ మీరు సాధారణ నిర్మాణ కత్తితో పొందవచ్చు. |
 | పొర స్థిరంగా ఉంటుంది. దీని కోసం, ఒక స్టెప్లర్ ఉపయోగించబడుతుంది. మీరు కేవలం 20-25 సెం.మీ ఇంక్రిమెంట్లలో ప్రతి తెప్పలో స్టేపుల్స్ను సుత్తి వేయండి.
బందు ప్రక్రియలో, పదార్థం యొక్క ఉద్రిక్తతను పర్యవేక్షించండి, ఇది చాలా గట్టిగా ఉండకూడదు, కానీ 2 సెంటీమీటర్ల కంటే ఎక్కువ కుంగిపోవడం కూడా అవాంఛనీయమైనది. |
 | రెండవ మరియు తదుపరి కాన్వాసులు వేయబడ్డాయి. కీళ్ల వద్ద, అతివ్యాప్తి కనీసం 100 మిమీ ఉండాలి.
వంపు కోణం 30 డిగ్రీల కంటే తక్కువగా ఉంటే, గరిష్ట విశ్వసనీయతను నిర్ధారించడానికి 20-30 సెంటీమీటర్ల అతివ్యాప్తి చేయడం మంచిది. |
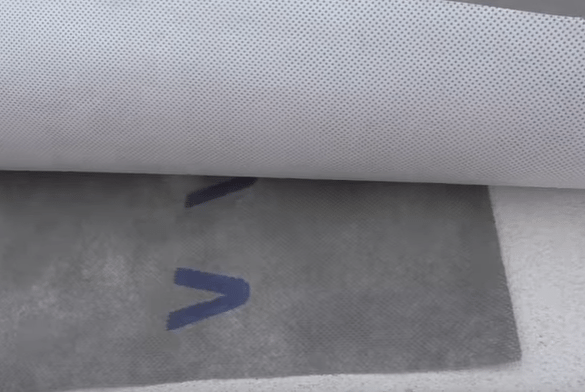
 | ఉమ్మడి వెంట ఒక ప్రత్యేక టేప్ అతుక్కొని ఉంటుంది. ఇది కనెక్షన్ యొక్క అంచు నుండి 3-5 సెంటీమీటర్ల ఇండెంట్తో ఉంది.
జస్ట్ టాప్ షీట్ యొక్క అంచుని వంచి, ఉమ్మడి మొత్తం పొడవుతో ఉపరితలంపై జిగురు చేయండి. |
 | రక్షిత పొర టేప్ నుండి తీసివేయబడుతుంది మరియు కాన్వాసులు కలిసి అతుక్కొని ఉంటాయి. క్రమంగా రక్షణను వేరు చేయడం మరియు పొరను సమానంగా నొక్కడం అవసరం. మడతలు మరియు వక్రీకరణలు లేకుండా మూలకాలను కనెక్ట్ చేయడానికి ప్రయత్నించండి, రక్షిత పొరను కొద్దిగా వేరు చేయడం మంచిది, అప్పుడు పని త్వరగా మరియు సమర్ధవంతంగా సాగుతుంది.
కాన్వాసులను అతికించిన తరువాత, మీరు ఎగువ మూలకాన్ని స్టేపుల్స్తో పరిష్కరించవచ్చు, మిగిలిన వరుసలు ఏవైనా ఉంటే కూడా వేయబడతాయి. |
 | ఒక ద్విపార్శ్వ టేప్ డ్రాపర్ యొక్క అంచు వెంట అతుక్కొని ఉంటుంది. డ్రాపర్ ద్వారా బ్రాకెట్లతో పొరను పరిష్కరించడానికి ఇది పనిచేయదు కాబట్టి, అంచు తప్పనిసరిగా అతుక్కొని ఉండాలి. ఇది చేయుటకు, కాన్వాస్ అంచు నుండి 2-3 సెంటీమీటర్ల ఇండెంట్తో ద్విపార్శ్వ టేప్ అతుక్కొని ఉంటుంది. |
 | రక్షిత టేప్ తీసివేయబడుతుంది మరియు అంచు అతుక్కొని ఉంటుంది. ఇక్కడ ప్రతిదీ కీళ్లపై అదే విధంగా జరుగుతుంది: రక్షణ చిన్న ముక్కలుగా వేరు చేయబడుతుంది, మరియు పదార్థం ఉపరితలంపై కఠినంగా మరియు సమానంగా ఒత్తిడి చేయబడుతుంది.
అంటుకోవడం పూర్తయిన తర్వాత, మీరు తదుపరి దశకు వెళ్లవచ్చు. |
కౌంటర్-బ్యాటెన్స్ మరియు బాటెన్స్ యొక్క సంస్థాపన
రూఫింగ్ కోసం ఆధారం ఇలా చేయబడుతుంది:
| ఇలస్ట్రేషన్ | స్టేజ్ వివరణ |
 | కలప ప్రాసెస్ చేయబడింది. ఏదైనా జ్వాల రిటార్డెంట్ చేస్తుంది. అప్లికేషన్ బ్రష్తో తయారు చేయబడింది, ఒక వైపు ప్రాసెస్ చేసిన తర్వాత, అన్ని ఉపరితలాలు రక్షిత పొరతో కప్పబడి ఉండే వరకు మూలకాలు తిరగబడతాయి. |
 | బార్ కింద లైనింగ్ కత్తిరించబడింది. ఈ ప్రయోజనాల కోసం, పాలిథిలిన్ ఫోమ్ సబ్స్ట్రేట్ ఉపయోగించబడుతుంది. బార్ దానిపై ఉంచబడుతుంది, దాని తర్వాత కావలసిన పరిమాణంలో ఒక స్ట్రిప్ కత్తితో కత్తిరించబడుతుంది. అలాంటి రబ్బరు పట్టీ ఆవిరి అవరోధ పొరకు వ్యతిరేకంగా బార్ను గట్టిగా సరిపోయేలా చేస్తుంది. |
 | Foamed పాలిథిలిన్ పరిష్కరించబడింది. దీని కోసం, నిర్మాణ స్టెప్లర్ ఉపయోగించబడుతుంది. స్టేపుల్స్ 25-30 సెంటీమీటర్ల ఇంక్రిమెంట్లో ఉంచబడతాయి. |
 | కొన్ని ప్రాంతాల్లో బెరడు ఉంటే, దానిని తొలగించాలి.. వాస్తవం ఏమిటంటే బెరడులో తరచుగా బెరడు బీటిల్ లార్వా ఉన్నాయి, మరియు అది తొలగించబడకపోతే, కాలక్రమేణా తెగుళ్లు బోర్డును నాశనం చేస్తాయి. |
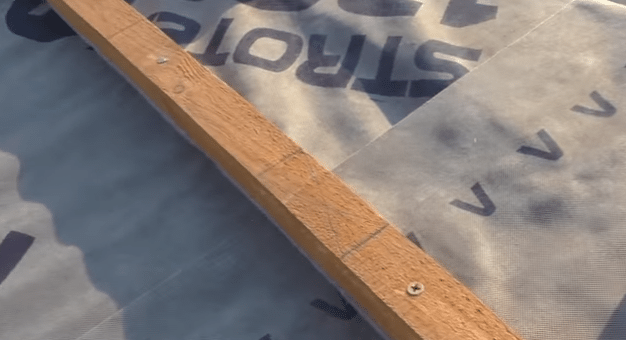
 | బార్ పుంజం మీద ఉంచబడుతుంది. మూలకం డ్రిప్ అంచున సమలేఖనం చేయబడి, ఆ తర్వాత సరిదిద్దబడింది. |
 | బార్ యొక్క ప్రాథమిక స్థిరీకరణ నిర్వహించబడుతుంది. కౌంటర్-లాటిస్ మూలకం యొక్క సరైన స్థానాన్ని పరిష్కరించడానికి ఒక గోరు రెండు వైపులా కొట్టబడుతుంది. |
 | చివరి బందు స్వీయ-ట్యాపింగ్ స్క్రూలతో చేయబడుతుంది.. షాక్-శోషక పొర కారణంగా గోర్లు బార్ యొక్క గట్టి అమరికను నిర్ధారించవు, కాబట్టి మీరు 80-90 మిమీ పొడవు గల స్వీయ-ట్యాపింగ్ స్క్రూలను ఉపయోగించాలి. వారు 30-35 సెంటీమీటర్ల ఇంక్రిమెంట్లో స్క్రూ చేస్తారు. |
 | క్రేట్ బోర్డు యొక్క స్థానం గుర్తించబడింది. మూలకాలు 35 సెంటీమీటర్ల ఇంక్రిమెంట్లలో ఉంటాయి.బందు ప్రక్రియలో పరధ్యానం చెందకుండా మరియు క్రేట్ సరిగ్గా ఉంచడానికి మీరు రెండు పంక్తులను గీయాలి. |
 | అంచు బోర్డు బహిర్గతమైంది. ఇది ఓవర్హాంగ్తో సమలేఖనం చేయబడింది. ఉమ్మడికి ప్రత్యేక శ్రద్ధ వహించండి, ఇది కౌంటర్-లాటిస్ యొక్క బార్ మధ్యలో పడాలి. |
 | బోర్డు గోర్లుతో పరిష్కరించబడింది. మూలకాన్ని సమలేఖనం చేయడానికి మొదట వాటిని అంచుల చుట్టూ కొట్టి, ఆపై మధ్యలో తప్పిపోయిన వాటిని ముగించడం సులభమయిన మార్గం. |
 | రెండవ మూలకం జోడించబడింది. ఇక్కడ కనెక్షన్ని సరి చేయడానికి జంక్షన్ నుండి పని ప్రారంభించాలి. డాకింగ్ పాయింట్ వద్ద, విశ్వసనీయత కోసం రెండు గోళ్లలో సుత్తి వేయడం మంచిది.
క్రేట్ యొక్క అన్ని ఇతర అంశాలు అదే విధంగా జోడించబడ్డాయి, మార్కప్కు ధన్యవాదాలు, మీరు త్వరగా మరియు ఖచ్చితంగా పనిని నిర్వహిస్తారు. |
 | వికర్ణాలు కొలుస్తారు. దీన్ని చేయడానికి, స్వీయ-ట్యాపింగ్ స్క్రూలు మూలల్లో స్క్రూ చేయబడతాయి మరియు కొలతలు తీసుకోబడతాయి. విలువలు తప్పనిసరిగా సరిపోలాలి లేదా రెండు సెంటీమీటర్ల తేడాతో ఉండాలి.
మీకు పక్షపాతం ఉంటే, దానికి కారణమేమిటో మీరు కనుగొని సమస్యను పరిష్కరించాలి. |
 | ఓవర్హాంగ్ యొక్క అంచు గుర్తించబడింది. సరళత కోసం, స్వీయ-ట్యాపింగ్ స్క్రూలు కావలసిన లైన్ వెంట క్రాట్ యొక్క ఎగువ మరియు దిగువ బోర్డులోకి స్క్రూ చేయబడతాయి. వాటి మధ్య ఒక త్రాడు విస్తరించి ఉంది, ఇది అదనపు ముక్కలను కత్తిరించేటప్పుడు మార్గదర్శకంగా ఉపయోగపడుతుంది. |
 | చివరలను లైన్ వెంట కట్ చేస్తారు. ఇక్కడ ప్రతిదీ సులభం:
|
 | ఓవర్హాంగ్ యొక్క పొడవు కొలుస్తారు. అదనపు ట్రిమ్ చేసిన తర్వాత, నిర్మాణాన్ని బలోపేతం చేయడానికి 2 బార్లను కత్తిరించడానికి మొదటి నుండి చివరి బోర్డు వరకు దూరం కొలిచండి. |
 | మొదటి బార్ పరిష్కరించబడింది. ఇది 15-20 సెంటీమీటర్ల గోడ నుండి ఇండెంట్తో క్రాట్ దిగువన ఉంది.పై నుండి బందు చేయబడుతుంది, స్వీయ-ట్యాపింగ్ స్క్రూలు 65-70 మిమీ పొడవు పని కోసం ఉపయోగించబడతాయి. గోర్లు ఉపయోగించబడవు; ఈ బందు పద్ధతితో, అవి అవసరమైన విశ్వసనీయతను అందించవు. |
 | ముగింపు బార్ పరిష్కరించబడింది. ఇది బోర్డు చివరలను సమలేఖనం చేస్తుంది మరియు మునుపటి మూలకం వలె అదే విధంగా పరిష్కరించబడుతుంది. |
 | బిందు బోర్డుతో బార్ యొక్క ఉమ్మడి. ఇది ఇలా జరుగుతుంది:
|
 | ఎగువ జంక్షన్ అంచున ఒక బోర్డు వ్రేలాడదీయబడింది. ఇది ఒక గోడ లేదా ఒక శిఖరంతో ఉమ్మడిగా ఉంటుంది, తేడా లేదు, మీరు టాప్ లైన్ వెంట బోర్డుని మేకు చేయాలి. |
ప్రొఫైల్డ్ షీట్ సంస్థాపన
డూ-ఇట్-మీరే ముడతలుగల పైకప్పు ఈ క్రింది విధంగా మౌంట్ చేయబడింది:
| ఇలస్ట్రేషన్ | స్టేజ్ వివరణ |
 | పైకప్పు పైకి ఎక్కడానికి స్కిడ్లు నిర్మించబడుతున్నాయి. ఇది చేయుటకు, సులభమయిన మార్గం సరైన పొడవు యొక్క రెండు బార్లను ఉంచడం మరియు ఆపరేషన్ సమయంలో అవి పడకుండా వాటిని సురక్షితంగా పరిష్కరించడం. మీరు ఎలిమెంట్లను ఒకదానితో ఒకటి లింక్ చేయవచ్చు. |
 | షీట్ పైకి వెళుతుంది. పైకప్పుకు ముడతలు పెట్టిన బోర్డుని పెంచడం కష్టం కాదు, దీని కోసం మీకు ఇద్దరు వ్యక్తులు అవసరం, పై నుండి ఒకరు ఎత్తివేస్తారు, మరియు రెండవది క్రింద నుండి భీమా మరియు నెడుతుంది. సౌలభ్యం కోసం, ట్రైనింగ్ బార్ల క్రింద ఒక నిచ్చెన ఉంచబడుతుంది, అప్పుడు మీరు షీట్ కదులుతున్నప్పుడు అధిరోహించవచ్చు. |
 | షీట్ ఓవర్హాంగ్తో సమలేఖనం చేయబడింది. ఇది భూమి నుండి ఉత్తమంగా కనిపించే ఈ వైపు, కాబట్టి మీరు దాని వెంట నావిగేట్ చేయాలి.
ఎగువ భాగంలో లోపాలు ఉన్నప్పటికీ, మీరు వాటిని రిడ్జ్ ఎలిమెంట్ లేదా ప్రక్కనే ఉన్న బార్తో మూసివేస్తారు. కూడా వైపు నియంత్రించడానికి, అది క్రాట్ తో ఫ్లష్ ఉండాలి, బోర్డు బయటకు కర్ర లేదు. |
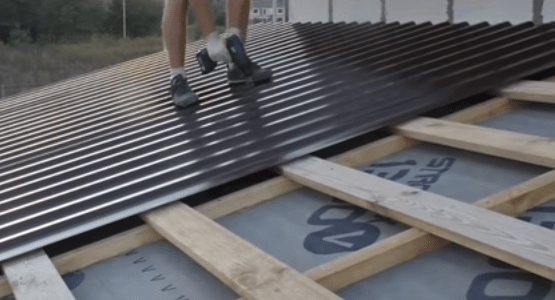
 | పైభాగం స్థిరంగా ఉంది. అంచు వెంట, షీట్ ప్రతి వేవ్లో రూఫింగ్ స్క్రూలతో స్థిరంగా ఉంటుంది. ఫాస్టెనర్లు క్రాట్ ప్రక్కనే ఉన్న ప్రదేశాలలో ఉన్నాయి.
బిగించే ప్రక్రియలో, ఫాస్టెనర్ యొక్క స్థానం నియంత్రించబడాలి, రబ్బరు రబ్బరు పట్టీ ఉపరితలంపై గట్టిగా సరిపోయేలా కొద్దిగా చదును చేయాలి. |
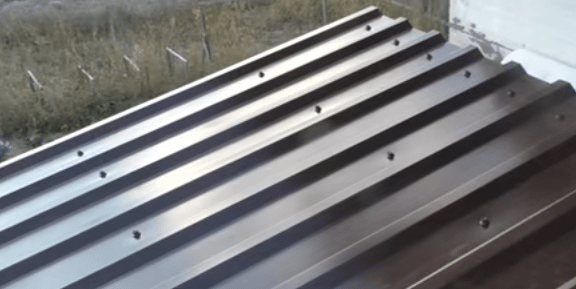 | స్వీయ-ట్యాపింగ్ స్క్రూలు 1 వేవ్ తర్వాత క్రాట్ యొక్క తదుపరి వరుసలలోకి స్క్రూ చేయబడతాయి. ఇది చెకర్బోర్డ్ నమూనాలో చేయబడుతుంది, ఫోటో అంశాల సరైన అమరికను స్పష్టంగా చూపుతుంది.
ఈ బందుతో, చదరపు మీటరుకు సుమారు 8 స్వీయ-ట్యాపింగ్ స్క్రూలు ఉన్నాయి. |
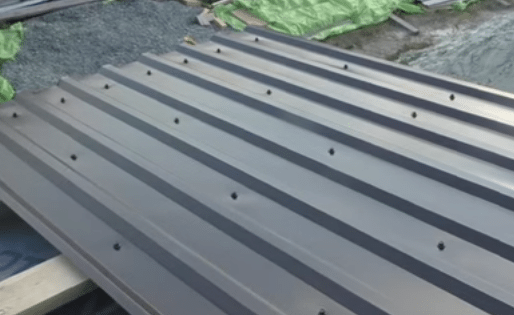 | దిగువన మౌంట్ ఎలా తయారు చేయబడింది. దిగువన, స్వీయ-ట్యాపింగ్ స్క్రూలు ప్రతి వరుసలో కూడా స్క్రూ చేయబడతాయి, అంచు నుండి ఇండెంట్ 10 సెం.మీ కంటే ఎక్కువ ఉండకూడదు. |
 | తదుపరి మూలకాన్ని ఉంచండి. ఇది మొదట ఓవర్హాంగ్తో పాటు సమలేఖనం చేయబడింది, దాని తర్వాత ఎగువ భాగంలో అంచుల వెంట మరియు ఉమ్మడి వెంట స్థిరంగా ఉంటుంది.
కనెక్షన్ ప్రత్యేక శ్రద్ధ అవసరం, కాబట్టి దానితో పని ప్రారంభించడం ఉత్తమం. |
 | చాలా తరచుగా, తీవ్రమైన భాగాన్ని వెంట కట్ చేయాలి. ప్రక్రియ ఇలా కనిపిస్తుంది:
|
 | కట్ ముగింపు పెయింట్ చేయబడింది. పూతతో కూడిన ముడతలుగల బోర్డు కోసం, నీడలో సరిగ్గా సరిపోయే ఏరోసోల్ డబ్బాల్లో ప్రత్యేక పెయింట్లను విక్రయిస్తారు. అవి అనేక పొరలలో కత్తిరించిన భాగానికి వర్తించబడతాయి. కూర్పు చాలా త్వరగా ఆరిపోతుంది మరియు అధిక రక్షణ లక్షణాలను కలిగి ఉంటుంది.
|
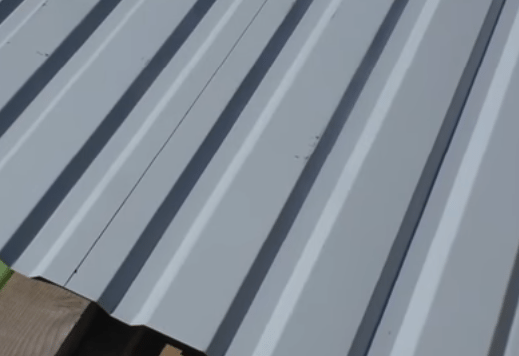
 | అన్ని షీట్లను అటాచ్ చేసిన తర్వాత పైకప్పు ఇలా కనిపిస్తుంది. ఇప్పుడు మీరు అదనపు మూలకాల యొక్క సంస్థాపనకు వెళ్లవచ్చు. |
 | రిడ్జ్ కనెక్షన్ యొక్క పొడవు కొలుస్తారు. అవసరమైన మూలకాల సంఖ్య పరిగణించబడుతుంది. లెక్కించేటప్పుడు, కీళ్ల వద్ద మీరు 10-15 సెంటీమీటర్ల అతివ్యాప్తి చేయవలసి ఉంటుందని మర్చిపోవద్దు. |
 | రిడ్జ్ స్వీయ-ట్యాపింగ్ స్క్రూలతో పరిష్కరించబడింది. ఇది క్రింది లక్షణాలను కలిగి ఉంది:
|
 | ఉమ్మడి మొత్తం పొడవుతో రిడ్జ్ స్థిరంగా ఉంటుంది. ముఖ్యంగా, మూలకం పైకప్పుకు వ్యతిరేకంగా గట్టిగా సరిపోతుంది మరియు సురక్షితంగా పరిష్కరించబడుతుంది. |
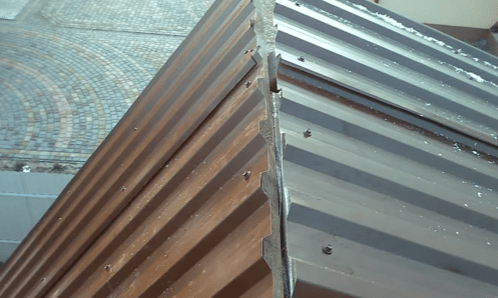
 | గాలి పట్టీ పరిష్కరించబడింది. పని ఇలా జరుగుతుంది:
|
ముగింపు
సూచనలు చాలా వివరంగా మారాయి, అనుభవం లేని మాస్టర్ కూడా భరించగలరు మరియు పైకప్పుపై ప్రొఫైల్డ్ షీట్ను ఇన్స్టాల్ చేసే అన్ని సూక్ష్మ నైపుణ్యాలను గుర్తించగలరు. ఈ కథనం కోసం ఎంచుకున్న వీడియో వర్క్ఫ్లోలోని కొన్ని ముఖ్యమైన అంశాల గురించి దృశ్యమాన సమాచారాన్ని కలిగి ఉంది. కానీ మీకు ఏదైనా అస్పష్టంగా ఉంటే, వ్యాఖ్యలలో అడగండి.
వ్యాసం మీకు సహాయం చేసిందా?